超音波探傷検査|コンクリート・鉄筋の検査・試験・調査|株式会社愛建総合設計研究所

超音波探傷検査
ultrasonic
- トップページ >
- 超音波探傷検査
超音波探傷検査について
超音波は鋼材中を非常に伝搬しやすく、物質の境界面で反射するという特徴があります。
超音波探傷検査はこの特徴を活かして鋼材内部の欠陥を見つける手法です。
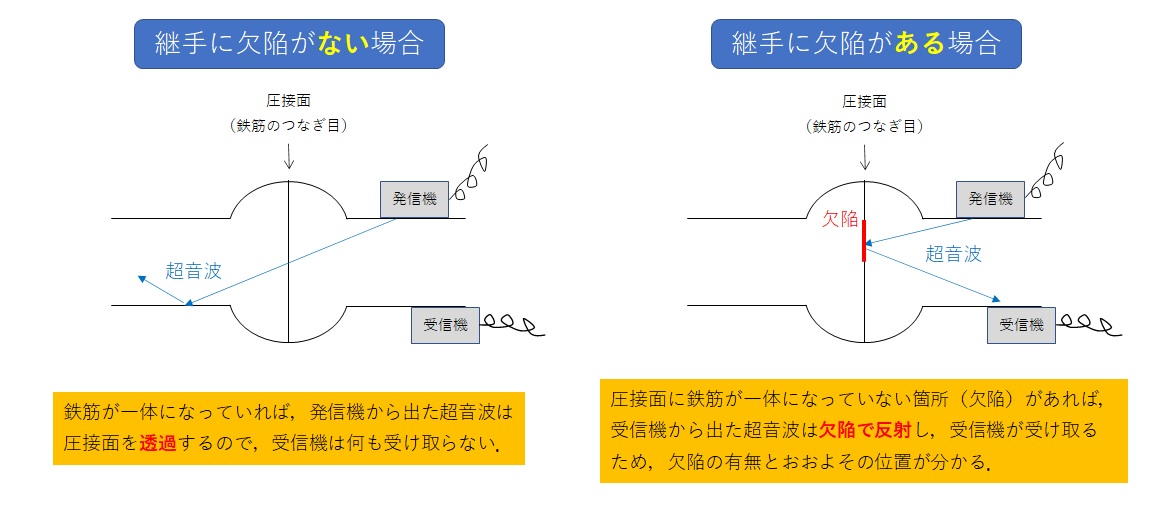
簡単な検査方法のメカニズムを下図に示します。(ガス圧接継手をモデルとしています)
左は欠陥がない場合で、右は欠陥がある場合です。図中の圧接面とは2本の鉄筋のつなぎ目です。
このつなぎ目を一体にすることが継手の目的です。
欠陥がない場合、すなわち鉄筋が一体になっている場合は境界面が存在しませんので、超音波は圧接面を透過します。
一方、欠陥がある場合、すなわち鉄筋が一体になっていない箇所がある場合はそこが境界面になるので、超音波が欠陥で反射します。反射した超音波を受信機が受け取ると、欠陥があることと、欠陥のおおよその位置を知ることができます。
鉄筋継手部検査の内容

外観検査
鉄筋継手部検査で最も重要な項目は外観検査です。
継手箇所の全数を対象に実施します。
検査項目は継手の種類によって決められており、目視で外観に疑義がある継手部分は、専用の測定器またはノギス等を使用して寸法計測を行います。
破壊検査を実施する場合は、外観検査の結果が合格ではあるが、継手の形状があまりよくないものを抜取りの対象とすることもあるようです。

超音波探傷検査
外観検査と併用して超音波探傷検査を行います。日本鉄筋継手協会の仕様に準拠すると、超音波探傷検査箇所は1ロット30箇所となります。当社では継手実施箇所に対してできるだけバランスを考慮した抜取り位置の決定に努めています。
波形データ
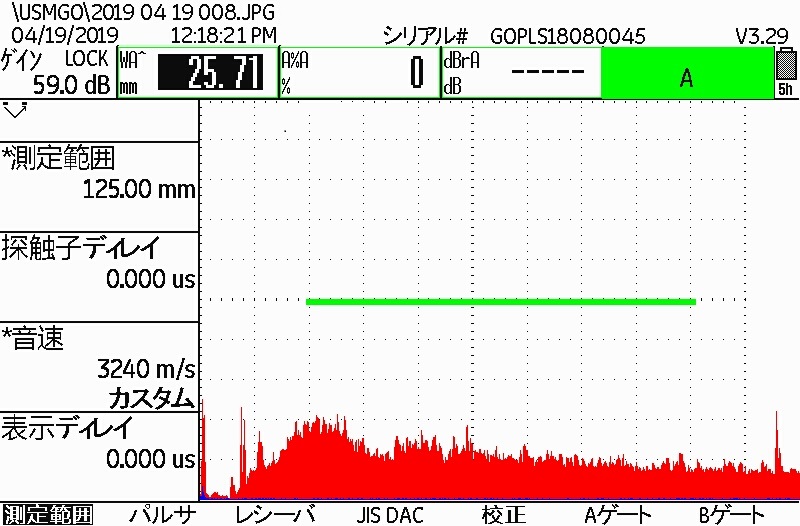
超音波探傷検査機には図のような波形データが表示されます。
画面中央の緑線は検査対象鉄筋の超音波透過性を考慮した合否判定ラインです。
赤い波形がこのラインを超えると継手部に欠陥があると評価されます。
継手部検査技術者資格保有者はすべての超音波探傷検査箇所について信頼性の高い波形が得られるように努め、合否の判定を行っています。

継手技術者技量試験
現場によっては継手を実施する前に継手技術者の技量試験を行うこともあります。
この場合、現場で継手技術者に継手テストピースを作製してもらい、外観検査と超音波探傷検査を行います。
現場での検査が合格であれば、同じ継手テストピースを対象に引張試験や曲げ試験などの破壊試験を行うことが一般的です。
当社では鋼材の破壊試験も行っておりますので、一貫した技量試験の実施が可能です。